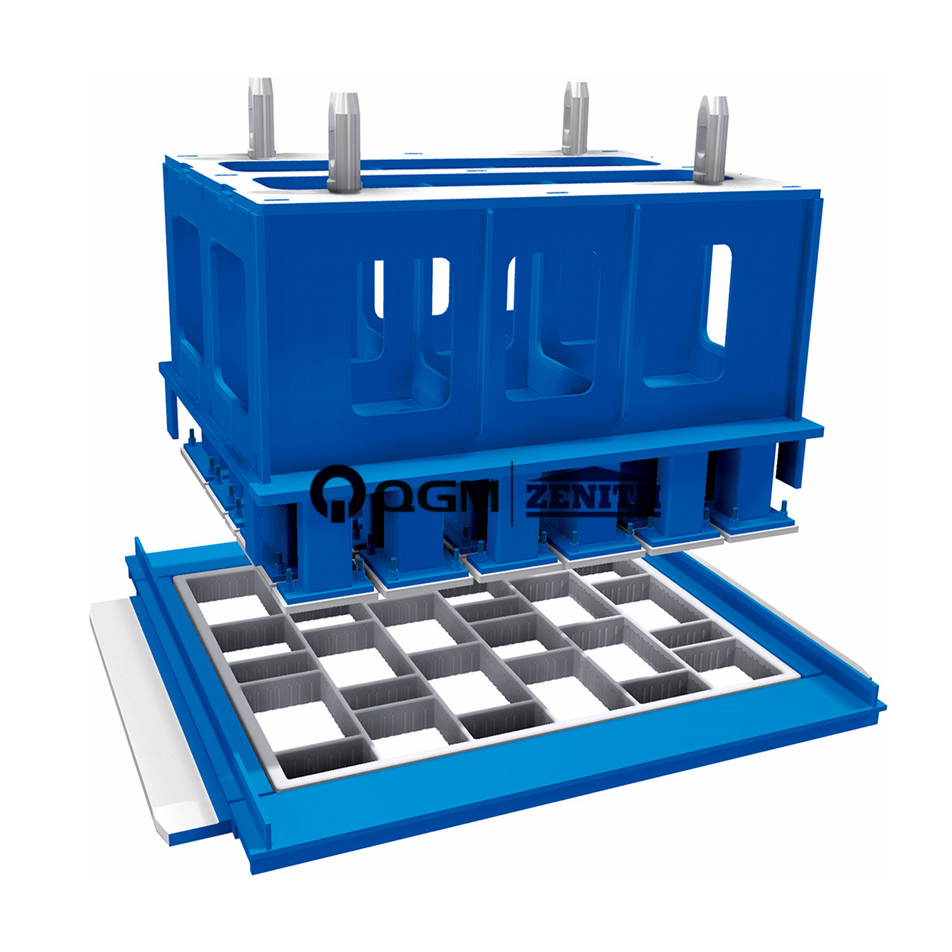
Paver Stone Block Moulds
QGM paver mould adopts low carbon alloy high strength carburizing steel and integrates precise wiring cutting technologyhigh-precision CNC processing technolbgy and 3D scanning technology to provide custamers with mould customization.These technologies can design a vaniety of contours and geometric shapes.lts clearance of 0.3-0.4mm, with precise vertical corners ands:mooth sidewalls.Pavers produced by QGM are easy-demoulding, high precision, no burrs around.Moulds can realize digital freesurface design and pressure plates interchange design.
ln order to ensure the durability of the mould, QGM payer mould adopts carbunizing treatment., mould framies and pressure plates are hardened 60-63HRC, and the mirnimuim hardening depth is 1.2m.According to customers’ requests, the mould can be designed and manufactured by welding or modular thread locking.
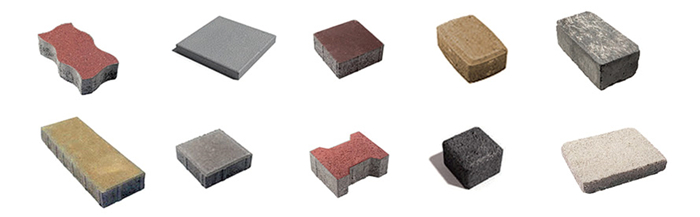
We offer high quality paving block moulds for all types of machines and tool fittings in the following design:
A)MOULD DESIGN FLAME CUT
Narrow web thicknesses feasible
Optimal exploitation of the mould
Machine dependent stamp shoe clearance of 0,2 – 0,5 mm
Counter-conical side walls feasible
No holding grooves necessary
Typical design for multilayer production machinery
Optional withdraw sheet design
By digitalization free surface design realizable
Heatable stamp shoe design viable
B) MOULD DESIGN MILLED
Applicable to all contours and geometries
Tolerances in the mould box below +/- 0,3 mm
Machine dependent stamp shoe clearance of 0,2 – 0,5 mm
Precise vertical, angled and smooth side walls
Easy demoulding
High accuracy of fit
Space holders in all possible designs feasible
Optional withdraw sheet design
By digitalization free surface design realizable
Heatable stamp shoe design viable
Wear protection for all pavement moulds as follows:
A) CARBURIZING (62-68 HRC)
Mould box and stamp shoes hardened (62-68 HRC)
Hardness penetration min. 1,2 mm
B) NITRATING (62-68 HRC)
Mould box and stamp shoes nitrated (62-68 HRC)
Hardness penetration min. 0,4 mm
Hardly any internal stress compared to moulds treated by carburizing
Recommended for small web thicknesses
Higher contour accuracy over moulds treated by carburizing
Following the requirements from customers, our molds can be designed and manufactured in weld or modular screw thread locking methods.




